What is a Roller Chain?
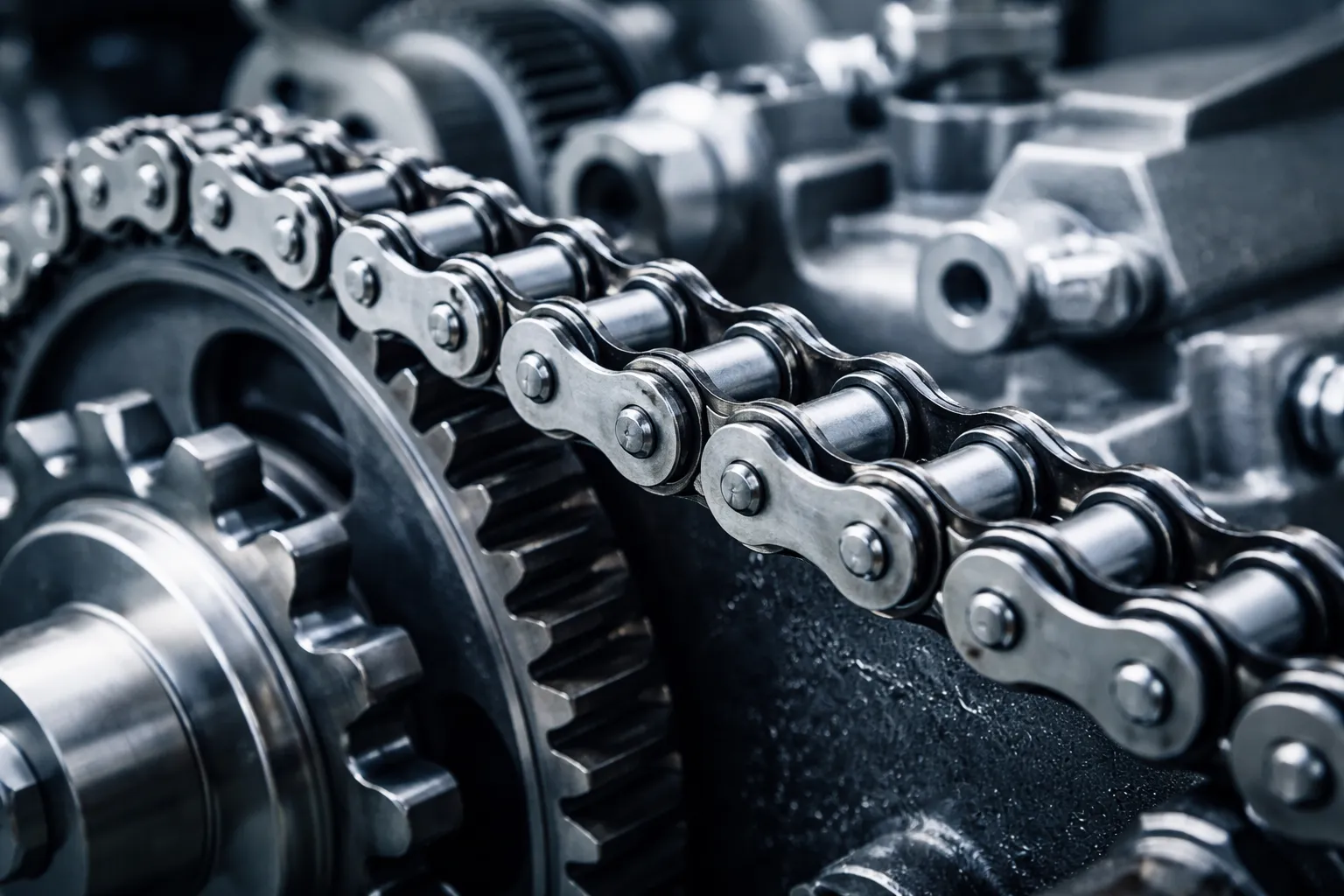
A roller chain, also known as a bushing roller chain, is a chain consisting of a series of cylindrical rollers connected by side links. It is primarily used to transmit mechanical power between two or more shafts and is most commonly found in industrial applications. Its robustness, durability, and high efficiency make it an essential tool in various industries, including manufacturing, agriculture, and material handling.
Components of a Roller Chain
The fundamental components of a roller chain include:
1. Roller
The roller is the central element of the chain, facilitating smooth movement as it rotates around the sprocket. Typically made of high-strength steel, rollers are designed to withstand significant loads and wear.
2. Link Plates
Link plates, which are flat metal pieces that connect the rollers, come in pairs. They provide structural integrity to the chain and help distribute loads evenly across the chain’s length.
3. Pins
Pins are cylindrical rods that connect the link plates and allow the rollers to rotate. The quality of pins is crucial since they endure the primary loads during operation.
4. Bushings
Bushings are located between the roller and the pin, serving as a pivot point. They reduce friction between the moving parts and enhance the chain’s lifespan.
Types of Roller Chains
There are several types of roller chains, each tailored for specific applications:
1. Standard Roller Chain
This is the most common type, used in a variety of applications. It features simple design and robust performance, making it suitable for general use.
2. Heavy-Duty Roller Chain
Designed for applications involving heavy loads and high speeds, heavy-duty roller chains are constructed with thicker plates and stronger pins to withstand greater stress.
3. Stainless Steel Roller Chain
For environments that are corrosive or require high hygiene standards, stainless steel roller chains are ideal. They offer excellent resistance to rust and corrosion, making them perfect for the food processing and pharmaceutical industries.
4. Double Pitch Roller Chain
This type has links that are twice the pitch of standard chains, allowing for higher speed and lower noise. It is often used in conveyor systems where speed is essential.
Applications of Roller Chains
Understanding the various applications of roller chains can help in selecting the right type for specific purposes:
1. Conveyor Systems
Roller chains are pivotal in conveyor systems, facilitating the movement of goods across production lines. Their ability to handle heavy loads makes them exceptionally valuable in manufacturing environments.
2. Agricultural Machinery
In agriculture, roller chains transfer power from engines to various machinery components, including harvesters and tractors. Their durability is essential in harsh field conditions.
3. Automobile Industry
Within the automotive sector, roller chains are used in various applications, such as timing belts and drive systems, where precision and reliability are critical.
4. Mining and Construction
The rugged environments of mining and construction require chains that can withstand extreme conditions. Roller chains are prevalent in equipment like excavators and conveyors in such industries.
Understanding Roller Chain Failure
Despite their reliability, roller chains can experience failures, particularly in critical applications. Understanding the common causes of failure is essential for prevention:
1. Wear and Tear
Over time, roller chains undergo wear due to constant friction and the stresses of load. As components wear down, they can lead to misalignment and eventual failure.
2. Improper Lubrication
Insufficient lubrication can result in excessive friction, leading to overheating and premature wear. Regular lubrication is vital for maintaining operational efficiency and longevity.
3. Misalignment
Misalignment of the sprockets can cause uneven wear on the chain. Proper alignment is critical to ensure that the chain operates smoothly, reducing the risk of failure.
4. Overloading
Exceeding the chain’s rated load capacity can result in catastrophic failure. It is essential to adhere to manufacturer specifications to prevent overloading.
5. Environmental Factors
Exposure to corrosive elements, extreme temperatures, and contaminants can accelerate the degradation of roller chains. Implementing protective measures can mitigate these risks.
Preventive Measures for Roller Chain Failure
Implementing preventive measures can significantly reduce the likelihood of roller chain failure:
1. Regular Maintenance
Establishing a regular maintenance schedule is paramount. This includes inspection for wear, proper lubrication, and alignment checks. Regularly monitoring these factors can enhance the lifespan of the chain.
2. Proper Lubrication Techniques
Utilizing the right lubrication techniques can prevent friction-related issues. It is essential to choose lubricants that are compatible with the chain material and the operating environment.
3. Training for Operators
Educating operators on the importance of proper handling and maintenance can prevent misuse and extend the chain’s life. Training should include identifying early signs of wear and understanding operational limits.
4. Environmental Control
Where possible, controlling the environmental conditions in which roller chains operate can mitigate wear. This may include using protective covers or ensuring a clean operating environment.
5. Selecting the Right Chain
Selecting the right roller chain for a specific application is crucial. Factors such as load capacity, speed, and environmental conditions should be considered to ensure optimal performance.
While this article has covered various aspects of roller chains, their importance in mechanical applications cannot be overlooked. By understanding the definition, composition, applications, and failure prevention methods of roller chains, industries can improve operational efficiency and extend the service life of critical machinery.
How to Prevent Roller Chain Failure in Critical Applications
Understanding Roller Chain Dynamics
Roller chains are critical components in numerous industrial applications, providing reliable power transmission for a wide range of equipment, from conveyors to agricultural machinery. The lifespan and efficiency of roller chains are paramount, especially in critical applications, as failures can lead to downtime, safety hazards, and significant economic losses. Understanding the dynamic characteristics of roller chains and their failure causes is essential for mitigating these risks.
Critical Load Factors
Before installation, the operating environment and load requirements of the application scenario must be assessed. For example, a conveyor system in a manufacturing plant may experience fluctuating loads due to variations in product weight. In contrast, applications with stable loads, such as grain processing plants, present different challenges. Load assessments should use metrics such as the chain’s maximum tensile strength, typically expressed in pounds or kilograms.
As an example, this case study analyzes the performance of a roller chain in a conveyor system operating under a constant load of 500 kg. The initially installed system used a standard roller chain with a rated load of 600 kg. However, after six months of operation, the chain showed signs of elongation and wear. Subsequent analysis revealed peak loads exceeding 800 kg during operation, highlighting the need for a more robust and durable roller chain solution.
Environmental Considerations
The environment in which the roller chain operates can significantly influence its durability. Factors such as temperature fluctuations, humidity, dust, and exposure to corrosive substances must be taken into account.
Temperature Extremes
Roller chains typically require lubrication to operate efficiently. High temperatures can cause lubricants to fail, resulting in insufficient lubrication. For example, in high-temperature asphalt mixing plants, the ambient temperature often exceeds 200°C. Ordinary lubricants will fail at this temperature, jeopardizing the integrity of the roller chain. In such cases, a specialized high-temperature lubricant, combined with heat-resistant chain materials, significantly reduces the chain failure rate.
Corrosive Environments
In environments prone to corrosive substances, such as wastewater treatment facilities, traditional carbon steel roller chains may corrode quickly. In one notable case, a chain used in a wastewater treatment plant deteriorated within a few months due to the corrosive nature of the environment. Switching to stainless steel roller chains significantly extended the life of the equipment, reducing maintenance costs and unplanned downtimes.
Proper Installation Techniques
Proper installation is critical in ensuring the longevity of roller chains. Misalignment, incorrect tensioning, and improper use of components can lead to premature failure.
Alignment and Tensioning
Misalignment is a common problem that leads to uneven chain wear and increased chain stress. During installation, using a laser alignment tool ensures precise alignment, guaranteeing that the sprockets are parallel and correctly positioned. Furthermore, adjusting the chain tension according to the manufacturer’s specifications is crucial. Excessive tension results in overstress, while insufficient tension causes slippage.
One real-world example is a food processing plant that frequently experienced chain failures. A thorough inspection revealed misalignment as the primary issue. After correcting the misalignment and applying appropriate tension, chain life increased by over 300%, clearly demonstrating the importance of alignment and tension.
Regular Maintenance Practices
Routine maintenance is essential to prolong the life of roller chains. Implementing a structured maintenance schedule can catch potential issues before they escalate into failures.
Lubrication Regimen
Regular lubrication is crucial for minimizing friction and wear. However, the type and frequency of lubrication must be matched to specific application requirements. For example, high-speed applications may require frequent use of light lubricants, while low-speed, high-load applications may require thicker greases.
A case study of a steel plant highlights the importance of developing a unified lubrication plan. The plant initially used a temporary lubrication scheme, leading to frequent chain failures. By adopting a systematic approach, including the implementation of an automated lubrication system, the failure rate significantly decreased. Data shows a 40% reduction in maintenance costs, highlighting the economic benefits of proactive maintenance.
Visual Inspections
Regular visual inspections can identify early signs of wear, such as elongation, cracks, or missing rollers. A manufacturing company implemented a weekly inspection routine, enabling technicians to catch minor issues before they developed into catastrophic failures. This proactive approach led to a 25% reduction in unexpected downtimes, proving that vigilance is a vital component in maintenance protocols.
Choosing the Right Roller Chain
Selecting the appropriate roller chain for specific applications is often overlooked but can significantly impact performance and lifespan.
Chain Specifications
Each application has its unique requirements. The chain pitch, material, and strength vary. For example, mining operations may require heavy-duty roller chains designed to withstand abrasive environments, while textile mills may need lighter chains for increased speed and efficiency.
One notable case is that of a textile manufacturer whose existing roller chains frequently failed. Upon reviewing the specifications, they discovered they were using general-purpose chains, not chains specifically designed for the textile industry. Replacing them with dedicated chains suitable for high-speed operation and lower friction resulted in significantly improved efficiency and a 50% reduction in chain failure rate.
Manufacturer Reputation and Quality
Not all roller chains are of the same quality. The quality of materials and manufacturing processes can vary significantly between different suppliers. Choosing roller chains from reputable manufacturers provides peace of mind. Therefore, researching suppliers and understanding their production standards, certifications, and customer reviews is crucial.
For example, a factory that switched from a low-cost supplier to a well-established manufacturer experienced a significant reduction in failure rates and a substantial increase in overall mechanical efficiency. The factory’s operational efficiency improved by 30%, clearly demonstrating the importance of quality in roller chain selection.
Monitoring and Data Analysis
Incorporating monitoring technology can provide real-time data on chain performance, identifying patterns that may indicate wear or impending failure.
Condition Monitoring Systems
Investing in condition monitoring systems can yield significant benefits. These systems can track vibration, temperature, and load conditions, providing insights into chain performance. A case study of a logistics company that implemented such a system found that they could predict chain failures before they occurred. This proactive approach allowed them to schedule maintenance during off-peak hours, minimizing disruption to operations.
Data-Driven Decisions
Analyzing the data collected from monitoring systems can lead to informed decision-making. For example, by evaluating performance trends, technicians can discern when to replace chains before failures occur. In one instance, a manufacturing facility utilized data analytics to optimize their replacement schedules. This strategic planning not only reduced costs associated with unplanned downtimes but also extended the overall life of their roller chains.
Training and Knowledge Sharing
Educating personnel about the importance of proper roller chain handling and maintenance can lead to significant improvements in performance.
Workforce Training Programs
Implementing training programs for staff can enhance understanding of roller chain dynamics and maintenance protocols. A manufacturing plant that invested in a comprehensive training program reported a noticeable reduction in operational errors linked to chain maintenance.
Knowledge Sharing Across Departments
Encouraging interdepartmental communication helps foster a culture of continuous improvement. For example, collaboration between the maintenance and production teams at a bottling plant led to innovative solutions for chain management. This synergy facilitated the establishment of feedback loops, enabling real-time adjustments based on operational needs.
These detailed strategies and case studies illustrate the multifaceted approach required to prevent roller chain failures in critical applications. By understanding the complexities involved and implementing comprehensive solutions, industries can improve operational reliability and efficiency.
Case Study: Enhancing Conveyor Efficiency with Roller Chains
In industrial applications, the importance of roller chains cannot be ignored. A typical example is a manufacturing plant specializing in consumer electronics. The company’s existing conveyor system faced numerous challenges, including frequent breakdowns and inefficiencies. Management decided to implement a new roller chain solution to improve production efficiency and reduce downtime. This case study details the problems encountered, the implemented solution, and the resulting operational efficiency improvements.
Initial Challenges
Prior to the upgrade, the facility’s conveyor system operated using a standard roller chain that was ill-suited for their high-volume production demands. Several issues were identified:
1. Frequent Breakdowns
The existing roller chain was prone to frequent failures, leading to unexpected downtime. This was largely attributed to wear and tear, compounded by insufficient maintenance. The breakdowns disrupted production schedules and resulted in significant financial losses.
2. Inefficient Load Handling
With an average load of 250 kg per section, the standard roller chain was not designed to handle such weights effectively. This inefficiency led to increased strain on the chain, causing misalignment and contributing to further failures.
3. High Noise Levels
The operation of the conveyor system generated excessive noise, a concern for both employee safety and regulatory compliance. The noise was primarily due to the friction between the chain links and sprockets, exacerbated by inadequate lubrication.
4. Energy Consumption
The energy consumption of the conveyor system was notably high, leading to increased operational costs. The inefficiencies associated with the existing roller chain necessitated more power to keep the system running, further straining the company’s resources.
Data Analysis and Product Selection
To address these challenges, the management conducted a thorough analysis of their operational needs. They collected data on load capacity, speed requirements, and environmental conditions. The following parameters were established for the new roller chain:
1. Load Capacity
The ideal roller chain needed to support at least 300 kg per section to accommodate future increases in production volume. This requirement led them to consider heavy-duty roller chains known for their strength and durability.
2. Noise Reduction
Reducing noise levels was crucial for maintaining a safe working environment. The new roller chain design needed to minimize friction and vibration, which would be achieved through the use of advanced bushings and lubricants.
3. Maintenance Efficiency
The new solution should also facilitate easy maintenance. A design that allowed for quick inspections and lubrication was paramount to ensure that the chain could be serviced with minimal interruption to production.
4. Energy Efficiency
To reduce energy consumption, the facility required a roller chain that operated smoothly and effectively. This included selecting a model that would ensure lower friction and resistance during operation, thereby decreasing energy use.
Implementation of the Heavy-Duty Roller Chain
After evaluating various options, the management opted for a heavy-duty roller chain manufactured from high-strength steel, designed specifically for industrial conveyor applications. The installation process involved several steps:
1. Disassembly of the Existing System
The first step was to carefully disassemble the existing conveyor system. This process was conducted during non-peak hours to avoid production disruptions, ensuring that the team could work efficiently.
2. Assessment of Sprockets
Upon removal of the old chain, the team assessed the condition of the sprockets. It was determined that the sprockets had sustained significant wear and would also require replacement to ensure compatibility with the new heavy-duty roller chain.
3. Installation of the New Chain
The new heavy-duty roller chain was then installed, ensuring that it was properly aligned with the newly fitted sprockets. The installation team followed strict alignment protocols to prevent future misalignment issues.
4. Lubrication Application
Following the installation, a specialized lubricant was applied to the new roller chain. This lubricant was specifically formulated to enhance performance and reduce friction, providing a smooth operating experience right from the start.
5. Testing and Calibration
After installation, the conveyor system was tested under load conditions to ensure that it operated within the desired parameters. Adjustments were made as necessary to optimize performance, confirming that all components functioned seamlessly together.
Results of Roller Chain Implementation
Following the installation of the heavy-duty roller chain, the manufacturing facility reported significant improvements across various metrics:
1. Reduction in Downtime
One of the most immediate benefits observed was a dramatic decrease in downtime. The new roller chain, designed to handle high loads and reduce wear, minimized the frequency of breakdowns. In a three-month post-installation period, the facility recorded a 70% reduction in unscheduled maintenance events.
2. Enhanced Load Handling
With the capability to handle loads exceeding 300 kg, the heavy-duty roller chain improved the overall efficiency of the conveyor system. This enhancement allowed for smoother operation and increased throughput, which were critical for meeting production targets.
3. Noise Mitigation
The noise levels associated with the conveyor system dropped significantly. Employees reported a more pleasant working environment, leading to improved morale and productivity. The effective lubrication and design of the new chain contributed to a quieter operation.
4. Lower Energy Costs
Energy consumption was reduced by approximately 25% due to the enhanced efficiency of the new roller chain. The decrease in friction and improved operational characteristics meant that less energy was required to power the conveyor system, leading to substantial cost savings.
5. Maintenance Simplification
The new design facilitated easier access for inspections and lubrication. The facility’s maintenance team established a simple schedule for routine checks, allowing them to keep the system running optimally without extensive downtime.
Feedback and Future Considerations
The operations team’s feedback was very positive. They were satisfied with the performance of the heavy-duty roller chains and their impact on overall production efficiency. Furthermore, management emphasized the importance of selecting the appropriate roller chain type based on specific operational needs. Looking ahead, the plant plans to regularly evaluate its equipment to ensure that any future upgrades will meet its evolving production demands.
This case study clearly demonstrates how the right roller chains can significantly improve operational efficiency in an industrial environment. By adopting a robust solution to address initial challenges, the manufacturing plant not only improved production efficiency but also enhanced the overall working environment for its employees.

How to Prevent Roller Chain Failure in Critical Applications
Understanding Roller Chain Dynamics
Roller chains play a crucial role in a wide range of industrial applications, enabling the reliable transmission of power across various types of machinery, from conveyors to agricultural equipment. Their performance and durability are critical, especially in applications where a failure could lead to costly downtime, safety hazards, and significant financial repercussions. A comprehensive understanding of roller chain dynamics and the factors that contribute to their failure is essential for mitigating risks and ensuring operational efficiency.
Critical Load Factors
Before installing roller chains, the specific operating environment and application load requirements must be assessed. For example, a manufacturing plant’s conveyor system may experience fluctuating loads due to variations in product weight, while grain processing plant loads are typically more stable. Load assessment includes determining metrics such as the chain’s maximum tensile strength, usually expressed in pounds or kilograms.
In one case study, a conveyor system operated under a constant load of 500 kg, initially installed with a standard roller chain rated for 600 kg. However, after six months of operation, the chain exhibited significant elongation and wear. Subsequent analysis revealed that peak loads surged to over 800 kg during peak operating periods, highlighting the need for a more robust roller chain solution to handle unexpected load fluctuations.
Environmental Considerations
The operating environment of a roller chain has a significant impact on its overall longevity and performance. Factors such as temperature variations, humidity levels, dust accumulation, and exposure to corrosive substances must be carefully considered when assessing roller chain applications.
Temperature Extremes
Lubrication is crucial for the optimal performance of roller chains. In high-temperature environments, lubricants degrade rapidly, leading to insufficient lubrication and accelerated wear. For example, in high-temperature operating environments such as asphalt mixing plants, where operating temperatures often exceed 200°C, standard lubricants fail under these conditions, jeopardizing the integrity of the roller chain.
To address this challenge, we have introduced a dedicated high-temperature lubricant, paired with heat-resistant chain materials. This improvement significantly reduces the failure rate of roller chains, demonstrating the importance of tailored solutions for extreme operating conditions.
Corrosive Environments
Roller chains face additional challenges in environments susceptible to corrosive substances. For example, in wastewater treatment plants, carbon steel roller chains corrode rapidly due to the harsh environment.
A notable example is the case of a wastewater treatment plant where roller chains experienced severe deterioration within just a few months. Switching to stainless steel roller chains significantly extended the equipment’s lifespan, reducing maintenance costs and minimizing unplanned downtime. This underscores the importance of selecting appropriate materials based on environmental exposure.
Proper Installation Techniques
The installation process is a vital phase that directly influences the longevity of roller chains. Misalignment, incorrect tensioning, and improper component usage can lead to premature failure.
Alignment and Tensioning
Misalignment is a common problem that leads to uneven wear on roller chains and increases their stress. During installation, using a laser alignment tool ensures precise sprocket alignment, guaranteeing that the sprockets remain parallel and correctly positioned.
Furthermore, maintaining the correct chain tension according to the manufacturer’s specifications is crucial. Excessive tension leads to overstress, while insufficient tension can cause slippage. One real-world example is a food processing plant that experienced persistent chain failures. A thorough inspection revealed misalignment as the root cause. After correcting the misalignment and applying appropriate tension, chain life increased by over 300%, demonstrating the critical role of alignment and tension in ensuring reliable operation.
Regular Maintenance Practices
Routine maintenance serves as a cornerstone for prolonging the life of roller chains. Establishing a structured maintenance schedule can help identify potential issues before they escalate into costly failures.
Lubrication Regimen
Regular lubrication is crucial for minimizing friction and wear. However, the type and frequency of lubrication must be matched to specific application requirements. For example, high-speed applications may require frequent lubrication with light-duty oils, while low-speed, heavy-load applications may require higher-viscosity greases.
A case study of a steel plant highlights the importance of developing a unified lubrication plan. The plant initially used a temporary lubrication scheme, leading to frequent chain failures. By shifting to a systematic approach, including the implementation of an automated lubrication system, the failure rate significantly decreased. Data shows that maintenance costs were reduced by 40%, highlighting the economic benefits of a proactive maintenance strategy.
Visual Inspections
Conducting regular visual inspections is imperative for identifying early signs of wear, such as elongation, cracks, or missing rollers. One manufacturing company instituted a weekly inspection routine that enabled technicians to detect minor issues before they escalated into catastrophic failures. This proactive strategy resulted in a 25% decrease in unexpected downtimes, reinforcing the idea that vigilance is a vital component of any maintenance protocol.
Choosing the Right Roller Chain
Selecting the correct roller chain for specific applications is a critical step often overlooked but can greatly influence both performance and lifespan.
Chain Specifications
Each application has its unique requirements, and the chain pitch, material, and strength vary accordingly. For example, mining operations may require heavy-duty roller chains designed to withstand abrasive environments, while textile mills may prioritize speed and efficiency, opting for lighter chains.
One textile mill experienced frequent roller chain failures. A review of the specifications revealed that they were using general-purpose chains, not chains specifically designed for the textile industry. Replacing them with dedicated chains designed for high-speed operation and reduced friction resulted in significantly improved efficiency and a 50% reduction in chain failure rate.
Manufacturer Reputation and Quality
Not all roller chains are of the same quality. The quality of materials and manufacturing processes can vary significantly between different suppliers. Choosing roller chains from reputable manufacturers ensures performance and durability.
A comprehensive investigation of suppliers, their production standards, certifications, and customer reviews is crucial. For example, one factory switched from a low-cost supplier to a well-established manufacturer, resulting in a significant reduction in failure rates and a substantial increase in overall machine efficiency. Documented results show a 30% improvement in operational efficiency, highlighting the importance of quality when selecting roller chains.
Monitoring and Data Analysis
The incorporation of monitoring technology offers the advantage of real-time data on chain performance, enabling the identification of patterns that may indicate wear or impending failure.
Condition Monitoring Systems
Investing in condition monitoring systems can yield substantial benefits. These systems track parameters such as vibration, temperature, and load conditions, providing valuable insights into chain performance.
A case study involving a logistics company that implemented such a system revealed their ability to predict chain failures before they occurred. This proactive approach allowed them to schedule maintenance during non-peak hours, thereby minimizing disruptions to operations.
Data-Driven Decisions
Analyzing the data collected from monitoring systems can facilitate informed decision-making. By evaluating performance trends, technicians can determine the optimal timing for chain replacements, averting potential failures. In one instance, a manufacturing facility utilized data analytics to refine their replacement schedules. This strategic planning not only reduced costs associated with unplanned downtimes but also extended the overall lifespan of their roller chains.
Training and Knowledge Sharing
Educating personnel about the significance of proper roller chain handling and maintenance can lead to substantial performance improvements.
Workforce Training Programs
Implementing comprehensive training programs for staff enhances understanding of roller chain dynamics as well as maintenance protocols. A manufacturing plant that invested in such training reported a marked reduction in operational errors related to chain maintenance, signifying the value of skilled personnel.
Knowledge Sharing Across Departments
Encouraging communication and collaboration between departments fosters a culture of continuous improvement. For example, cooperation between the maintenance and production teams at a bottling plant led to innovative solutions for chain management. This synergy facilitated the establishment of feedback loops, enabling real-time adjustments based on operational needs and ultimately improving the overall efficiency of roller chain applications.
These detailed strategies and case studies illustrate the multifaceted approach needed to prevent roller chain failures in critical applications. By understanding the complexities involved and implementing comprehensive solutions, industries can significantly improve operational reliability and efficiency.
Case Study: Enhancing Conveyor Efficiency with Roller Chains
In the realm of industrial applications, the significance of roller chains cannot be overstated. A notable case involves a manufacturing facility that specialized in the production of consumer electronics. The company faced challenges with its existing conveyor system, which was experiencing frequent breakdowns and inefficiencies. The management decided to implement a new roller chain solution to enhance productivity and reduce downtime. This case study details the issues faced, the solutions implemented, and the resulting improvements in operational efficiency.
Initial Challenges
Prior to the upgrade, the facility’s conveyor system operated using a standard roller chain that was ill-suited for their high-volume production demands. Several issues were identified:
1. Frequent Breakdowns
The existing roller chain was prone to frequent failures, leading to unexpected downtime. This was largely attributed to wear and tear, compounded by insufficient maintenance. The breakdowns disrupted production schedules and resulted in significant financial losses.
2. Inefficient Load Handling
With an average load of 250 kg per section, the standard roller chain was not designed to handle such weights effectively. This inefficiency led to increased strain on the chain, causing misalignment and contributing to further failures.
3. High Noise Levels
The operation of the conveyor system generated excessive noise, a concern for both employee safety and regulatory compliance. The noise was primarily due to the friction between the chain links and sprockets, exacerbated by inadequate lubrication.
4. Energy Consumption
The energy consumption of the conveyor system was notably high, leading to increased operational costs. The inefficiencies associated with the existing roller chain necessitated more power to keep the system running, further straining the company’s resources.
Data Analysis and Product Selection
To address these challenges, the management conducted a thorough analysis of their operational needs. They collected data on load capacity, speed requirements, and environmental conditions. The following parameters were established for the new roller chain:
1. Load Capacity
The ideal roller chain needed to support at least 300 kg per section to accommodate future increases in production volume. This requirement led them to consider heavy-duty roller chains known for their strength and durability.
2. Noise Reduction
Reducing noise levels was crucial for maintaining a safe working environment. The new roller chain design needed to minimize friction and vibration, which would be achieved through the use of advanced bushings and lubricants.
3. Maintenance Efficiency
The new solution should also facilitate easy maintenance. A design that allowed for quick inspections and lubrication was paramount to ensure that the chain could be serviced with minimal interruption to production.
4. Energy Efficiency
To reduce energy consumption, the facility required a roller chain that operated smoothly and effectively. This included selecting a model that would ensure lower friction and resistance during operation, thereby decreasing energy use.
Implementation of the Heavy-Duty Roller Chain
After evaluating various options, the management opted for a heavy-duty roller chain manufactured from high-strength steel, designed specifically for industrial conveyor applications. The installation process involved several steps:
1. Disassembly of the Existing System
The first step was to carefully disassemble the existing conveyor system. This process was conducted during non-peak hours to avoid production disruptions, ensuring that the team could work efficiently.
2. Assessment of Sprockets
Upon removal of the old chain, the team assessed the condition of the sprockets. It was determined that the sprockets had sustained significant wear and would also require replacement to ensure compatibility with the new heavy-duty roller chain.
3. Installation of the New Chain
The new heavy-duty roller chain was then installed, ensuring that it was properly aligned with the newly fitted sprockets. The installation team followed strict alignment protocols to prevent future misalignment issues.
4. Lubrication Application
Following the installation, a specialized lubricant was applied to the new roller chain. This lubricant was specifically formulated to enhance performance and reduce friction, providing a smooth operating experience right from the start.
5. Testing and Calibration
After installation, the conveyor system was tested under load conditions to ensure that it operated within the desired parameters. Adjustments were made as necessary to optimize performance, confirming that all components functioned seamlessly together.
Results of Roller Chain Implementation
Following the installation of the heavy-duty roller chain, the manufacturing facility reported significant improvements across various metrics:
1. Reduction in Downtime
One of the most immediate benefits observed was a dramatic decrease in downtime. The new roller chain, designed to handle high loads and reduce wear, minimized the frequency of breakdowns. In a three-month post-installation period, the facility recorded a 70% reduction in unscheduled maintenance events.
2. Enhanced Load Handling
With the capability to handle loads exceeding 300 kg, the heavy-duty roller chain improved the overall efficiency of the conveyor system. This enhancement allowed for smoother operation and increased throughput, which were critical for meeting production targets.
3. Noise Mitigation
The noise levels associated with the conveyor system dropped significantly. Employees reported a more pleasant working environment, leading to improved morale and productivity. The effective lubrication and design of the new chain contributed to a quieter operation.
4. Lower Energy Costs
Energy consumption was reduced by approximately 25% due to the enhanced efficiency of the new roller chain. The decrease in friction and improved operational characteristics meant that less energy was required to power the conveyor system, leading to substantial cost savings.
5. Maintenance Simplification
The new design facilitated easier access for inspections and lubrication. The facility’s maintenance team established a simple schedule for routine checks, allowing them to keep the system running optimally without extensive downtime.
Feedback and Future Considerations
The feedback from the operational team was overwhelmingly positive. They expressed satisfaction with the performance of the heavy-duty roller chain and its impact on overall productivity. Additionally, management noted the importance of selecting the appropriate roller chain type based on specific operational needs. Moving forward, the facility plans to conduct regular reviews of their equipment to ensure that any future upgrades are aligned with their evolving production requirements.
This case study exemplifies how the right roller chain can transform operational efficiency in an industrial setting. By addressing the initial challenges with a robust solution, the manufacturing facility not only improved its productivity but also enhanced the overall working environment for its employees.
edit by gzl