What is a Roller Chain?
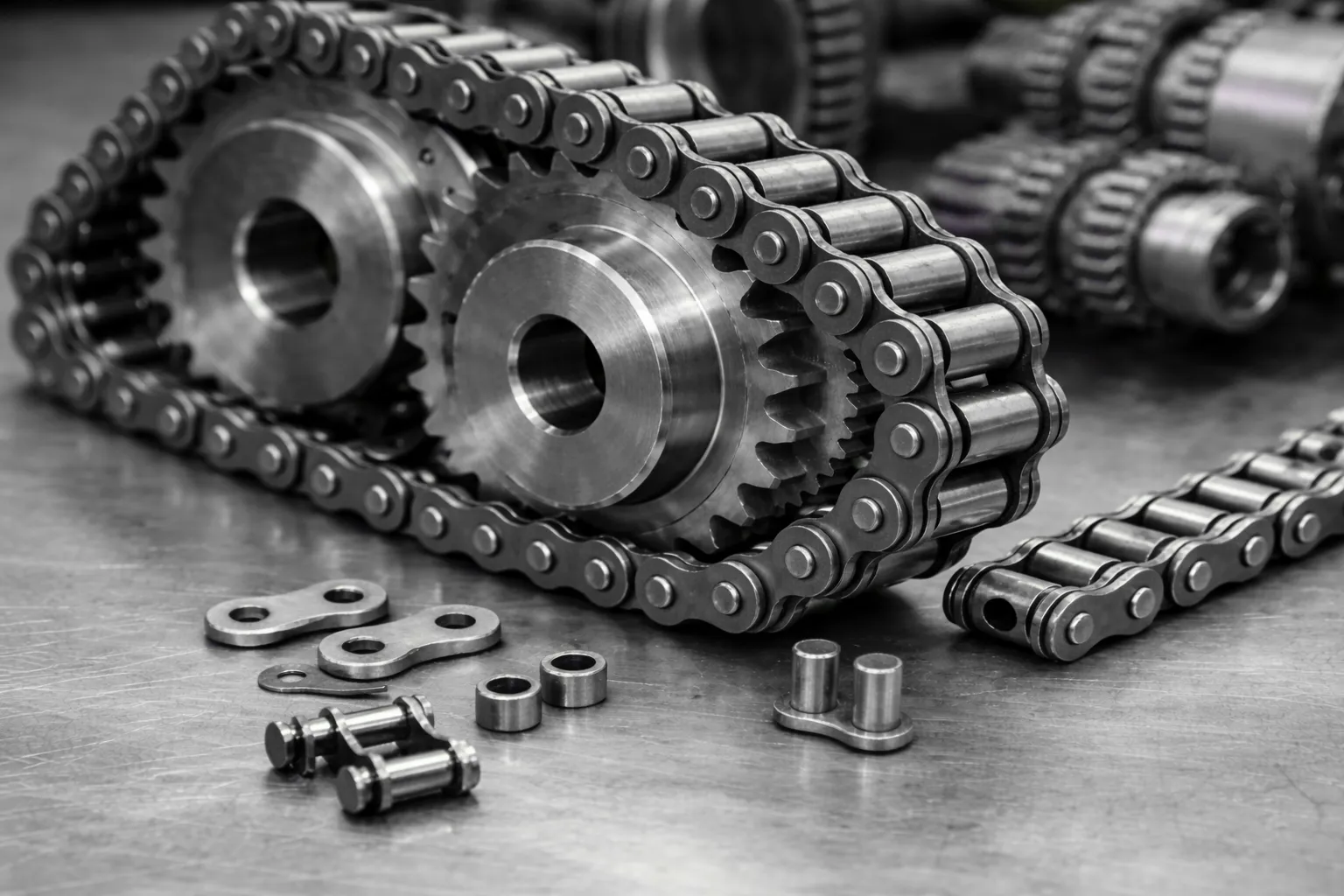
Roller chains are complex yet crucial components in mechanical systems, primarily used to transmit power between two or more rotating shafts. This versatile device is used in various industries, from manufacturing to agriculture, and is key to ensuring smooth and efficient machine operation. A roller chain consists of a series of interconnected links, each containing a roller for the movement of a toothed sprocket. This unique design not only enhances durability but also minimizes friction encountered during operation, making it ideal for high-load applications.
Components of a Roller Chain
Understanding the individual components of a roller chain is essential for grasping its functionality. A typical roller chain comprises the following elements:
1. Pins
The pins serve as the backbone of the chain, connecting the inner and outer links. They are engineered to withstand significant tensile stress and are often manufactured from high-strength materials to ensure longevity.
2. Inner Links
Each inner link includes two plates and a pair of rollers. The rollers are designed to fit seamlessly onto the sprocket teeth, facilitating smooth rotation. The design of the inner link is critical, as it directly influences the efficiency of power transmission.
3. Outer Links
Outer links complement the inner links, providing structural integrity to the chain. They also play a vital role in maintaining the overall length and flexibility of the chain.
4. Rollers
Rollers are arguably the most crucial part of the chain, as they engage with the sprocket. The design and material of the rollers can significantly impact wear resistance and overall performance.
Types of Roller Chains
There are several types of roller chains, each tailored to specific applications and operational environments. The choice of chain can dramatically influence the longevity and efficiency of the machinery it operates in.
1. ANSI Roller Chains
ANSI (American National Standards Institute) roller chains are the most common type found in various applications. They are standardized, ensuring compatibility with numerous sprockets and components. These chains are typically made from high-carbon steel, offering a good balance between strength and weight.
2. Heavy-Duty Roller Chains
Designed for more demanding environments, heavy-duty roller chains feature thicker plates and larger rollers. They are crafted to handle higher loads and resist wear, making them suitable for heavy machinery used in construction or mining.
3. Stainless Steel Roller Chains
For applications requiring resistance to corrosion and extreme conditions, stainless steel roller chains are indispensable. Often utilized in food processing, pharmaceuticals, and marine environments, these chains maintain their integrity even in harsh settings.
4. Specialty Chains
Some applications may warrant the use of specialty roller chains, such as those featuring attachments for conveying materials. These chains are customizable and can include specialized links that cater to specific operational needs.
The Importance of High-Quality Roller Chains
The quality of a roller chain can have profound implications for machine health and operational efficiency. High-quality roller chains are designed to minimize downtime, reduce maintenance costs, and enhance overall productivity.
1. Enhanced Durability
Investing in high-quality roller chains ensures that the components are constructed from superior materials, designed to resist wear and tear. This durability translates into a longer lifespan, reducing the frequency of replacements and associated costs.
2. Improved Performance
A high-quality chain operates with greater efficiency, leading to smoother power transmission. This efficiency not only enhances machine performance but also conserves energy, contributing to cost savings over time.
3. Reduced Maintenance Requirements
Machines equipped with high-quality roller chains require less frequent maintenance. This reduction in maintenance not only saves time and labor but also minimizes the risk of unexpected failures that could lead to costly downtimes.
4. Greater Load Capacity
High-quality roller chains are engineered to handle greater loads without compromising performance. This attribute is crucial in industrial settings where heavy machinery is commonplace. The ability to withstand higher loads translates into the capacity to perform more demanding tasks.
Factors Influencing Roller Chain Selection
Choosing the right roller chain is a critical decision that can influence the overall functionality of machinery. Several factors should be considered during this selection process.
1. Load Requirements
Understanding the load requirements of the application is paramount. This includes both the static and dynamic loads that the chain will experience during operation. Selecting a chain that can comfortably handle these loads ensures longevity and reliability.
2. Environmental Conditions
Environmental factors such as temperature, humidity, and exposure to corrosive substances can impact the performance of roller chains. In harsh conditions, selecting chains made from specialized materials, such as stainless steel or coated options, is advisable.
3. Speed of Operation
The speed at which the chain will operate should also be taken into account. Higher speeds can lead to increased wear; thus, a chain designed for high-speed applications may be necessary to mitigate potential failures.
4. Type of Sprocket
The compatibility of the roller chain with the sprocket is essential. Different types of chains may engage differently with sprockets, influencing the overall efficiency of the system. Ensuring that the chain and sprocket are compatible is vital for optimal performance.
Regular Maintenance Practices
To ensure the longevity and efficiency of roller chains, regular maintenance practices should be implemented. Adhering to a structured maintenance program can prevent breakdowns and extend the life of the chain.
1. Lubrication
Proper lubrication is crucial for minimizing friction and wear. Selecting the right type of lubricant and ensuring that it is applied at appropriate intervals can significantly enhance the performance and lifespan of the roller chain.
2. Inspection
Routine inspections should be conducted to identify any signs of wear or damage. This includes checking for elongation, misalignment, and any visible cracks or deformation. Early detection of issues can prevent sudden failures.
3. Tension Adjustment
Maintaining the correct tension in the roller chain is vital for optimal performance. Over time, chains may stretch, necessitating adjustments to ensure they are neither too tight nor too loose, which can lead to accelerated wear or failure.
4. Cleaning
Regular cleaning of roller chains and related components helps remove debris and contaminants that can cause wear. Implementing a systematic cleaning program ensures smooth chain operation and maintains its functionality.
High-quality roller chains are essential for the healthy operation of machinery across various industries. Their construction, material quality, and maintenance practices play a crucial role in ensuring efficient and reliable machine operation.
Why High-Quality Roller Chains Are Essential for Long-Term Machine Health
The Importance of Roller Chains in Industrial Machinery
Roller chains, the unsung heroes of mechanical systems, serve as a vital link between power sources and operational equipment. These chains, which transmit energy in a variety of applications, are often taken for granted. However, understanding their significance and the impact of their quality on machine longevity is crucial.
Understanding Quality in Roller Chains
When discussing the quality of roller chains, several factors need to be considered: material composition, manufacturing precision, lubrication performance, and overall design integrity. High-quality roller chains are manufactured using superior materials, such as heat-treated steel alloys, which enhances durability and wear resistance. Furthermore, precise manufacturing processes ensure a perfect fit between chain links, minimizing friction and energy loss.
Long-Term Benefits of High-Quality Roller Chains
This case study highlights several long-term benefits of using high-quality roller chains.
First, reduced downtime directly improves production efficiency. The factory can meet increasing demand without worrying about unexpected mechanical failures.
Second, significantly reduced maintenance costs allow resources to be reallocated to innovation and quality control in other parts of the production line.
Third, the long lifespan of high-quality roller chains facilitates more predictable maintenance planning. With fewer unplanned downtimes, maintenance teams can shift to proactive maintenance strategies rather than reactive repairs.
Broader Implications for the Industry
Aside from a few isolated cases, the impact of using high-quality roller chains is pervasive throughout the manufacturing industry. Companies that prioritize high-quality components tend to experience fewer breakdowns, which translates into higher customer satisfaction and a better brand reputation.
Furthermore, investing in high-quality roller chains helps cultivate a quality culture within the company. Employees recognize the importance of maintaining high standards and become more meticulous and rigorous in their operational practices.
Challenges and Considerations
The advantages of high-quality roller chains are obvious, but challenges remain. The initial investment may deter some companies, especially small businesses with limited budgets. However, the potential long-term cost savings and efficiency gains must be considered.
Furthermore, not all high-quality chains are of the same quality. Companies must conduct thorough research and partner with trustworthy manufacturers to ensure they receive the best fit for their specific applications.
The Future of Roller Chains in Industry
As industries continue to evolve, the role of roller chains is likely to become increasingly prominent. Advances in materials science promise to deliver more durable and efficient roller chains, potentially integrating smart technologies for real-time monitoring.
The future market landscape presents exciting opportunities for manufacturers who are committed to innovation and quality. High-quality roller chains will continue to be the cornerstone of mechanical reliability.
Ultimately, the entire industry must recognize the critical role roller chains play in the machinery ecosystem. Their quality is not only reflected in performance but also in the success and sustainability of the entire operation. By investing in high-quality roller chains, companies can lay a solid foundation for sustained growth and outstanding performance in an increasingly competitive market.
Case Study: Roller Chain Upgrade in a Manufacturing Facility
The management of a mid-sized automotive parts manufacturer faced significant challenges from its existing roller chain system. The aging roller chains caused frequent machine downtime, reducing production efficiency and increasing operating costs. To address these issues, the plant decided to upgrade to higher-performance, more durable roller chains. This case study details the process of replacing the aging chain system and the significant benefits observed after installation.
Existing Roller Chain Analysis
The facility had been utilizing ANSI roller chains that, while initially adequate, had reached the end of their functional lifespan. For a comparative analysis, a detailed assessment was performed on the performance of the existing roller chains over a six-month period. The following key metrics were documented:
1. Downtime Frequency
During the assessment, it was recorded that the existing roller chains contributed to an average of 20 hours of downtime per month due to wear-induced failures. These failures were primarily attributed to chain elongation and misalignment problems, which necessitated frequent maintenance interventions.
2. Maintenance Costs
The maintenance team spent approximately $1,500 monthly on repairs and replacements of the chains. This included labor costs, replacement parts, and lost production time. The data highlighted the financial burden imposed by inadequate chain performance.
3. Energy Consumption
Analysis of energy consumption revealed that the machines equipped with the old roller chains operated at a significantly lower efficiency rate, resulting in an estimated increase of 15% in energy costs. The friction caused by worn chains led to excessive energy usage during operation.
Selection of New Roller Chains
Management recognized the need for a robust solution and set out to select the most suitable roller chain to significantly improve machine performance and reduce operating costs. After in-depth research and consultation with several leading manufacturers, they ultimately decided to use a heavy-duty roller chain made of high-strength alloy steel.
1. Chain Specifications
The new heavy-duty roller chains were selected for their superior load-bearing capacity and enhanced durability. They featured thicker side plates and larger rollers, designed specifically for high-load applications. The specifications were as follows:
- Pitch: 1 inch
- Inner Width: 0.625 inches
- Material: High-strength alloy steel with heat treatment
- Roller Diameter: 0.735 inches
- Working Load Limit: 5,000 lbs
2. Installation Process
The installation was scheduled during a planned maintenance shutdown to minimize disruption. The installation team meticulously followed a structured process:
- Removal of existing roller chains and components.
- Inspection of sprockets for wear; necessary repairs were conducted.
- Installation of the new roller chains with precise tension adjustments to ensure optimal performance.
- Comprehensive lubrication of the system for reduced friction.
Post-Installation Performance Metrics
Following the installation of the new heavy-duty roller chains, the facility began to monitor the performance metrics closely to evaluate the effectiveness of the upgrade. The results were compelling and demonstrated significant improvements across various parameters.
1. Downtime Reduction
Within the first month after installation, the facility experienced a dramatic reduction in downtime, dropping to an average of 2 hours per month. This reduction was primarily due to the enhanced durability of the new roller chains, which significantly mitigated failure risks.
2. Decreased Maintenance Costs
Maintenance costs plummeted by approximately 50%, now averaging around $750 per month. The reduction in part replacements and labor requirements directly contributed to operational cost savings. The maintenance team reported improved reliability, requiring only routine inspections and minimal repairs.
3. Improved Energy Efficiency
The new roller chains showed a marked improvement in energy efficiency. Analysis indicated a 10% reduction in energy costs, attributed to the reduced friction and smoother operation of the machinery. This result not only saved costs but also aligned with the facility’s sustainability goals.
Operational Improvements
Upgrading to a high-quality roller chain has brought numerous operational benefits, extending far beyond just performance metrics. Improved performance has optimized production processes, resulting in quieter and more reliable machine operation. Increased employee confidence in the machines has positively impacted overall morale and productivity.
1. Enhanced Production Output
With reduced downtime and operational disruptions, the facility recorded a 25% increase in production output over the subsequent quarter. The ability to maintain consistent operational cycles allowed for better planning and fulfillment of production orders.
2. Employee Satisfaction and Safety
The reliable operation of machinery contributed to a safer working environment. With fewer unexpected stoppages and mechanical failures, employees felt more secure in their roles, leading to improved job satisfaction and reduced turnover rates.
Long-Term Vision and Sustainability
The decision to upgrade to high-quality roller chains has positioned the facility for long-term sustainability and success. By investing in superior components, the management demonstrated a commitment to operational excellence and employee welfare.
1. Future-Proofing Operations
With the current roller chain system in place, the facility is now better equipped to adapt to future challenges and technological advancements. The heavy-duty chains provide the flexibility to handle increased production demands without compromising efficiency.
2. Continuous Improvement Initiatives
The positive results of the roller chain upgrade have motivated management to continue its continuous improvement initiatives. Currently, the company is planning to explore automation technologies and advanced maintenance practices to further enhance operational efficiency.
This case study clearly demonstrates the criticality of selecting high-quality roller chains in a manufacturing environment. Through meticulous planning, execution, and monitoring, the plant achieved significant operational improvements, cost savings, and increased employee morale. This successful upgrade serves as a model for other companies looking to optimize their machinery systems and improve productivity.
Why High-Quality Roller Chains Are Essential for Long-Term Machine Health
The Importance of Roller Chains in Industrial Machinery
Roller chains are the backbone of mechanical systems, serving as a crucial bridge between the power source and the machinery. The role of these chains is often underestimated, yet they play a vital role in energy transfer across various industrial applications. Their importance lies not only in their functionality but also in their quality, as quality directly impacts the lifespan and reliability of mechanical equipment. A thorough understanding of roller chains and their performance is essential for maintaining optimal operating conditions for machinery.
Understanding Quality in Roller Chains
The quality of roller chains is reflected in many aspects: material selection, manufacturing process, lubrication characteristics, and overall structural integrity. High-quality roller chains use advanced materials, such as heat-treated steel alloys, which enhance durability and wear resistance. Precision manufacturing processes ensure that each link is carefully designed for seamless connection. This minimizes friction, thus maintaining energy efficiency and operational performance over the long term.
Case Study: The Impact of Chain Quality on Production Efficiency
To illustrate the critical importance of high-quality roller chains, consider a case involving a large facility dedicated to automotive parts production. Initially, the plant utilized standard roller chains. After several months of operation, these chains began to reveal significant wear, negatively impacting performance. The facility recorded multiple key performance indicators (KPIs) prior to the replacement of the chains, showcasing the extent of the problem:
– Production Downtime: Averaging 15 hours each month due to chain-related failures.
– Maintenance Costs: Approximately $1,500 monthly for repairs and chain replacements.
– Production Efficiency: Operating at a mere 80% of capacity as a result of frequent mechanical issues.
Recognizing the pressing need for improvement, facility management opted to invest in high-quality roller chains from a reputable manufacturer—a decision that would soon yield transformative results.

Installation and Initial Data Comparison
The installation process of the new roller chains was meticulous, beginning with the careful removal of the old chains. Technicians documented wear patterns and compared them with the specifications of the new chains. Initial data collected before installation highlighted several weaknesses in the old chains:
– Wear Rate: The old chains exhibited an elongation of 0.5 mm following 1,000 hours of operation.
– Lubrication Needs: Required lubrication every 100 hours, signaling high friction levels.
– Load Capacity: Rated for a maximum load of 5,000 N, yet often operated above this threshold.
Contrastingly, the new high-quality roller chains were specified as follows:
– Wear Rate: Engineered to maintain elongation within 0.1 mm over 1,000 hours.
– Lubrication Needs: Designed for extended lubrication intervals of up to 300 hours.
– Load Capacity: Rated to accommodate loads up to 8,000 N, providing a substantial safety margin.
Operational Results Post-Installation
Following the installation of the high-quality roller chains, the facility monitored several KPIs over the subsequent six months, revealing remarkable improvements:
– Production Downtime: Plummeted to just 2 hours per month, marking an astounding 87% reduction.
– Maintenance Costs: Dwindled to $300 per month, with significant savings attributed to reduced wear and mechanical failure.
– Production Efficiency: Climbed to 95%, enabling the facility to consistently exceed its production targets.
This data underscores the undeniable advantages of investing in high-quality roller chains.
Long-Term Benefits of High-Quality Roller Chains
The case studies above highlight the numerous long-term benefits of high-quality roller chains. First, reduced downtime is closely linked to increased production efficiency, enabling factories to meet growing demand without worrying about unexpected mechanical failures. Furthermore, significantly lower maintenance costs allow resources to be reallocated to innovation and quality control in other areas of production. Finally, the durability of high-quality roller chains makes maintenance planning more predictable. Reduced unplanned downtime allows maintenance teams to adopt a proactive approach to maintenance, rather than simply reactive repairs.
Broader Implications for the Industry
Beyond individual cases, the impact of adopting high-quality roller chains extends throughout the manufacturing industry. Companies that prioritize high-quality components typically experience fewer failures, thereby increasing customer satisfaction and enhancing brand reputation. Furthermore, investing in superior roller chains fosters a quality culture within the company. Employees become increasingly aware of the importance of maintaining high standards, leading to more cautious operational practices.
Challenges and Considerations
The advantages of high-quality roller chains are obvious, but some challenges remain. The initial investment may deter some companies, especially small businesses with limited budgets. However, it is crucial to weigh the potential revenue growth from long-term cost savings and efficiency improvements. Furthermore, not all high-quality roller chains are created equal. Businesses must conduct thorough market research and partner with trustworthy manufacturers to ensure they obtain products best suited to their operational needs.
The Future of Roller Chains in Industry
As industries continue to develop, the role of roller chains will become increasingly prominent. Innovations in materials science promise to lead to more robust and efficient roller chains, and may even integrate smart technologies for real-time monitoring. The future is exciting for manufacturers who are committed to innovation and quality. High-quality roller chains will undoubtedly continue to be the cornerstone of mechanical reliability. The industry must recognize the crucial role roller chains play in the machinery ecosystem. Their quality goes far beyond performance; it is the foundation for overall operational success and sustainable development. By committing to high-quality roller chains, companies can gain a strategic advantage in an increasingly competitive market, achieving sustained growth and outstanding development.
Case Study: Roller Chain Upgrade in a Manufacturing Facility
The management of a mid-sized automotive parts manufacturer faced significant challenges from its existing roller chain system. The aging roller chains caused frequent machine downtime, reducing production efficiency and increasing operating costs. To address these issues, the plant decided to upgrade to higher-performance, more durable roller chains. This case study details the process of replacing the aging chain system and the significant benefits observed after installation.
Existing Roller Chain Analysis
The facility had been utilizing ANSI roller chains that, while initially adequate, had reached the end of their functional lifespan. For a comparative analysis, a detailed assessment was performed on the performance of the existing roller chains over a six-month period. The following key metrics were documented:
1. Downtime Frequency
During the assessment, it was recorded that the existing roller chains contributed to an average of 20 hours of downtime per month due to wear-induced failures. These failures were primarily attributed to chain elongation and misalignment problems, which necessitated frequent maintenance interventions.
2. Maintenance Costs
The maintenance team spent approximately $1,500 monthly on repairs and replacements of the chains. This included labor costs, replacement parts, and lost production time. The data highlighted the financial burden imposed by inadequate chain performance.
3. Energy Consumption
Analysis of energy consumption revealed that the machines equipped with the old roller chains operated at a significantly lower efficiency rate, resulting in an estimated increase of 15% in energy costs. The friction caused by worn chains led to excessive energy usage during operation.
Selection of New Roller Chains
Management recognized the need for a robust solution and set out to select the most suitable roller chain to significantly improve machine performance and reduce operating costs. After in-depth research and consultation with several leading manufacturers, they ultimately decided to use a heavy-duty roller chain made of high-strength alloy steel.
1. Chain Specifications
The new heavy-duty roller chains were selected for their superior load-bearing capacity and enhanced durability. They featured thicker side plates and larger rollers, designed specifically for high-load applications. The specifications were as follows:
- Pitch: 1 inch
- Inner Width: 0.625 inches
- Material: High-strength alloy steel with heat treatment
- Roller Diameter: 0.735 inches
- Working Load Limit: 5,000 lbs
2. Installation Process
The installation was scheduled during a planned maintenance shutdown to minimize disruption. The installation team meticulously followed a structured process:
- Removal of existing roller chains and components.
- Inspection of sprockets for wear; necessary repairs were conducted.
- Installation of the new roller chains with precise tension adjustments to ensure optimal performance.
- Comprehensive lubrication of the system for reduced friction.
Post-Installation Performance Metrics
Following the installation of the new heavy-duty roller chains, the facility began to monitor the performance metrics closely to evaluate the effectiveness of the upgrade. The results were compelling and demonstrated significant improvements across various parameters.
1. Downtime Reduction
Within the first month after installation, the facility experienced a dramatic reduction in downtime, dropping to an average of 2 hours per month. This reduction was primarily due to the enhanced durability of the new roller chains, which significantly mitigated failure risks.
2. Decreased Maintenance Costs
Maintenance costs plummeted by approximately 50%, now averaging around $750 per month. The reduction in part replacements and labor requirements directly contributed to operational cost savings. The maintenance team reported improved reliability, requiring only routine inspections and minimal repairs.
3. Improved Energy Efficiency
The new roller chains showed a marked improvement in energy efficiency. Analysis indicated a 10% reduction in energy costs, attributed to the reduced friction and smoother operation of the machinery. This result not only saved costs but also aligned with the facility’s sustainability goals.
Operational Improvements
Upgrading to a high-quality roller chain has brought numerous operational benefits, extending far beyond just performance metrics. Improved performance has optimized production processes, resulting in quieter and more reliable machine operation. Increased employee confidence in the machines has positively impacted overall morale and productivity.
1. Enhanced Production Output
With reduced downtime and operational disruptions, the facility recorded a 25% increase in production output over the subsequent quarter. The ability to maintain consistent operational cycles allowed for better planning and fulfillment of production orders.
2. Employee Satisfaction and Safety
The reliable operation of machinery contributed to a safer working environment. With fewer unexpected stoppages and mechanical failures, employees felt more secure in their roles, leading to improved job satisfaction and reduced turnover rates.
Long-Term Vision and Sustainability
The decision to upgrade to high-quality roller chains lays the foundation for the plant’s long-term sustainable development and success. By investing in premium components, management demonstrates its commitment to operational excellence and employee well-being.
1. Future-Proofing Operations
With the current roller chain system in place, the facility is now better equipped to adapt to future challenges and technological advancements. The heavy-duty chains provide the flexibility to handle increased production demands without compromising efficiency.
2. Continuous Improvement Initiatives
The positive results of the roller chain upgrade have inspired management to implement more continuous improvement initiatives. Currently, the company is planning to explore automation technologies and advanced maintenance methods to further enhance operational efficiency.
edit by gzl